机械博彩app 政府补贴申报 知识产权保护 —— 深圳市机械行业协会一体化服务平台
注册
登录
En
首页
关于协会
博彩app
会长团队
监事会团队
活动参与
资讯
博彩app
先进制造技术展览会
更多服务
政策服务
博彩app
博彩app
博彩app
证书查询
上汽通用回收式汽车覆盖件拉深模标准模座的设计与应用
安妮
2024-05-29 04:16
精密模具专业委员会
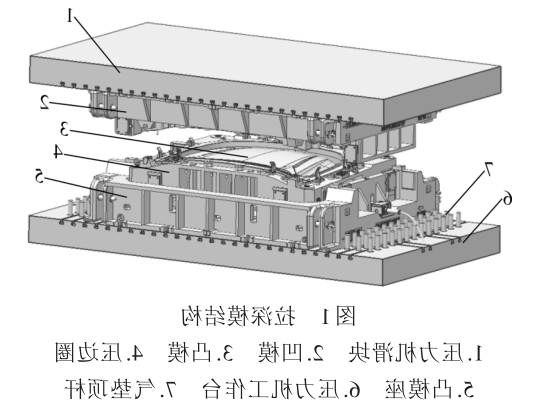
在覆盖件生产中,拉深成形是一道关键的工序,拉深模决定拉深成败和工件的成形质量。拉深模有单动(倒装)拉深模和双动(正装)拉深模2种形式,现针对常用的单动拉深模进行研究。图1所示为典型的单动拉深模结构。凸模3和凸模座5安装在机床工作台6上,凹模2安装在压力机滑块1上,压边圈4通过机床工作台上的气垫顶杆7顶到指定位置。生产时板料放置在压边圈4上,凹模2随滑块向下运动,当凹模2与压边圈4接触时,凹模2克服气垫顶杆7的作用力后带动压边圈4向下运动,当凹模2与凸模3接触时,压力机滑块位于最低点,之后凹模2与压边圈4向上运动,完成拉深过程,板料最终成形为所需形状的零件。
1 标准模座结构设计
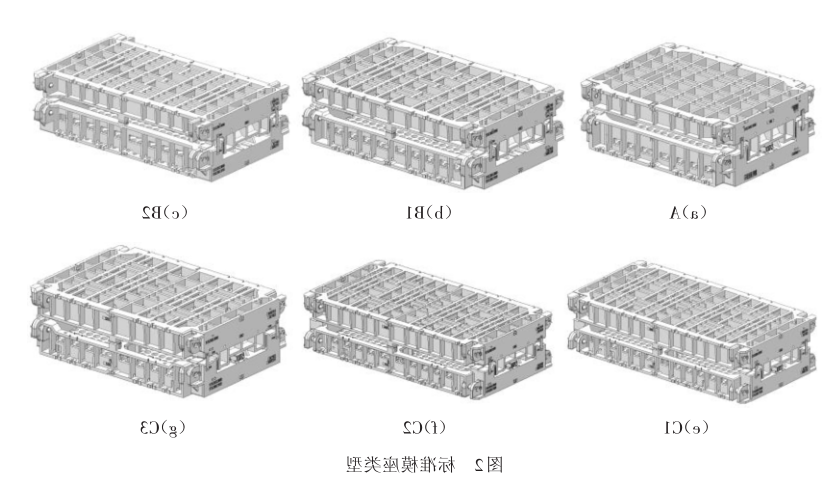
标准模座包含上模座(凹模座)和下模座(凸模座)两部分。由于上、下模座分别固定在压力机的滑块和工作台上,标准模座设计既要满足不同尺寸和形状零件的生产要求,又要符合机床设备的安装要求。根据尺寸不同,标准模座分为A、B1、B2、C1、C2和C3六种类型,如图2所示。其中A、B1和B2标准模座只有一个内腔,适用于1个压边圈的零件;C1、C2和C3标准模座包含2个内腔,适用于含2个独立压边圈的零件。
1.1 模座导向
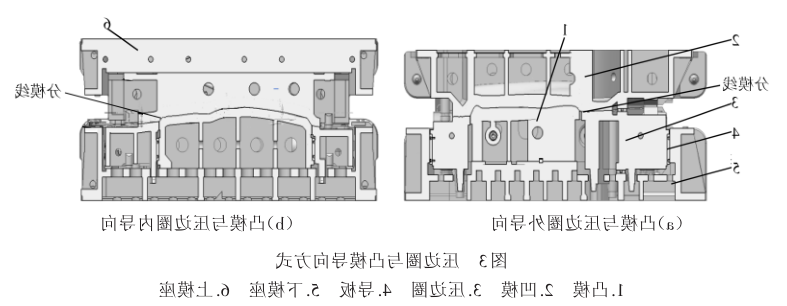
导向是保证模具精度和稳定性的基本要求。在标准模座中,上、下模座通过端头导板导向,导板尺寸规格为200mm×150mm。压边圈与凸模的导向方式由原来的外导向(即压边圈与下模座导向)统一更改为内导向(即压边圈与凸模导向),如图3所示。采用内导向不仅压边圈尺寸能够根据凸模灵活调整,同时由于导向位置靠近分模线,压边圈在运动过程中导向更加稳定,有利于零件成形。
1.2 模座安装
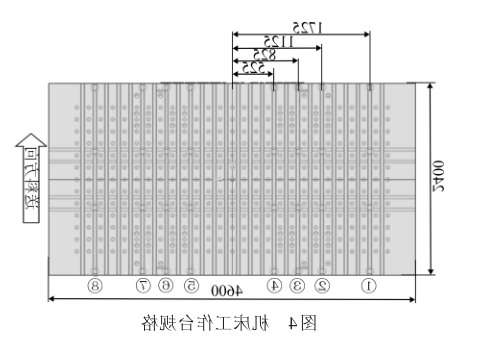
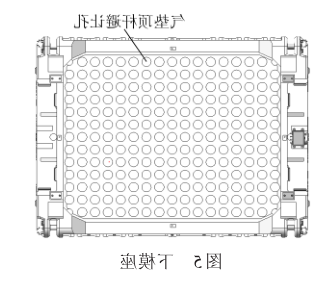
生产线压力机为标准工作台,尺寸为4600mm×2400mm。在滑块上长度方向按照与中心线间距525、825、1125、1725mm对称布置8组自动夹紧器,从左往右编号分别为①~⑧,如图4所示。模座上U形夹紧槽的位置与自动夹紧器相对应,并且上、下模座U形夹紧槽对齐。凸、凹模在模座中采用定位键和φ20mm的销钉进行定位,并采用M20mm螺钉进行紧固。另外为满足全顶杆顶出要求,下模座安装面在气垫顶杆位置开设φ110mm的避让孔,如图5所示。
1.3 模座尺寸与壁厚
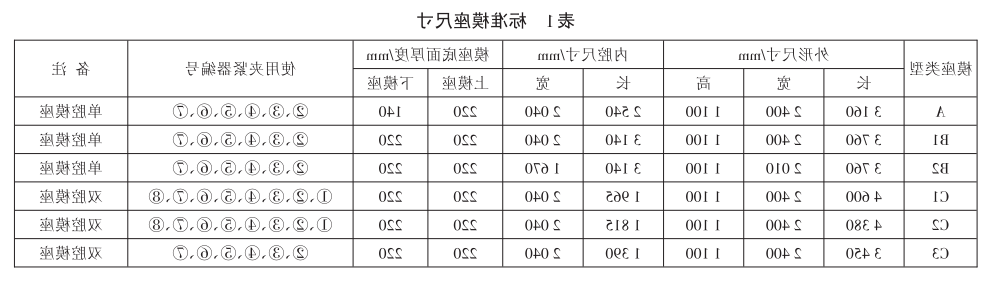
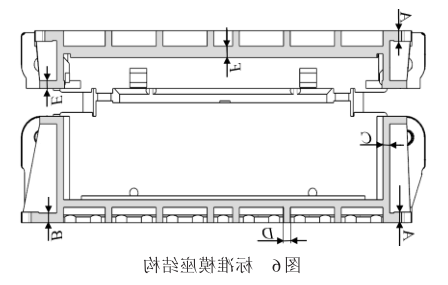
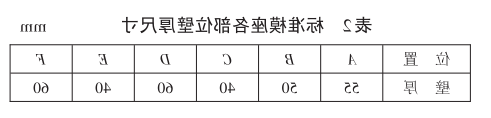
为满足不同零件尺寸的需求,标准模座在宽度方向上统一与机床工作台齐平;在长度方向上,通过对比以往项目不同零件的尺寸,同时考虑机床工作台尺寸和快速夹紧器的位置,6种标准模座具体尺寸如表1所示,其中凸、凹模和压边圈的尺寸要满足内腔尺寸要求。标准模座截面结构如图6所示,各部位壁厚尺寸如表2所示。
1.4 模座材质
标准模座由于不直接与板料接触参与成形,只是起到凸、凹模的安装和导向作用,材质选择灰铁HT300/GM238即可满足要求。
1.5 模座适用范围
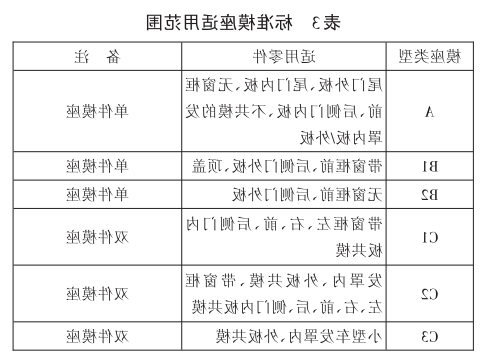
标准模座可涵盖大多数汽车外覆盖件零件的模具开发,具体适用范围如表3所示。
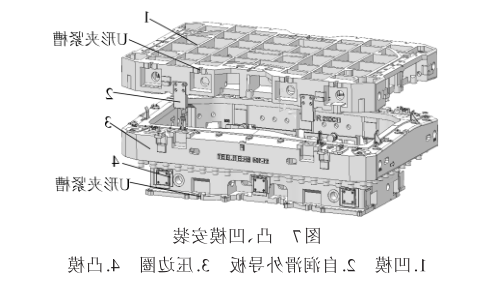
1.6 模座回收利用
当某车型停产后,按照要求需要满足一定年限的售后配件生产要求,这直接影响模座的回收。由于售后配件生产具有数量少、频次低的特点,为此在模具设计阶段,凹模和凸模上增加U形夹紧槽,凹模与压边圈之间增加自润滑外导板,这样解决了凸、凹模在压力机上的安装问题和凹模与压边圈的导向问题,可以实现凸、凹模在人工线上手动生产要求,如图7所示。
2 标准模座的优点
采用标准模座具有以下3个优点。
(1)实现模座的回收利用,降低模具开发成本,同时不影响售后配件的生产。由于原材料价格不断上涨,铸件价格也越来越高,采用标准模座设计,对于已经停产的车型或因故终止开发的车型,其拉深模上、下模座可以回收利用在新开发的项目中,既减少报废又降低新项目的模具开发成本。另外对凸、凹模结构进行优化,可实现在不影响售后配件供应的前提下回收模座。
(2)缩短模具结构设计时间,增加模座铸件时效时间,提高模座使用的稳定性。目前模具开发周期逐渐被压缩,铸件刚制作完成后就开始加工,铸件时效时间不足,内部残余应力没有完全释放会导致后期铸件发生轻微变形,影响模具使用稳定性。采用标准模座后,拉深模上、下模座不受零件形状的影响,可以在模具招标定点后开始设计并铸造,凸、凹模和压边圈则可以在图纸设计阶段根据最终的零件进行调整。这样不但可以缩短设计周期,而且由于上、下模座提前铸造,可以预留充足时间对铸件进行时效处理,尽量减少残余应力,减轻后期由于铸件轻微变形导致的模具零件型面研合率变差甚至状态变异的现象。
(3)上模采用分体式结构,降低模具开发成本。采用标准模座,凹模采用凹模镶件+模座的分体式设计,凹模镶件材质为球墨铸铁,模座材质为灰铁,相比传统的凹模采用整体式球墨铸铁,能降低单副模具开发成本。
3 实际应用
3.1 应用实例
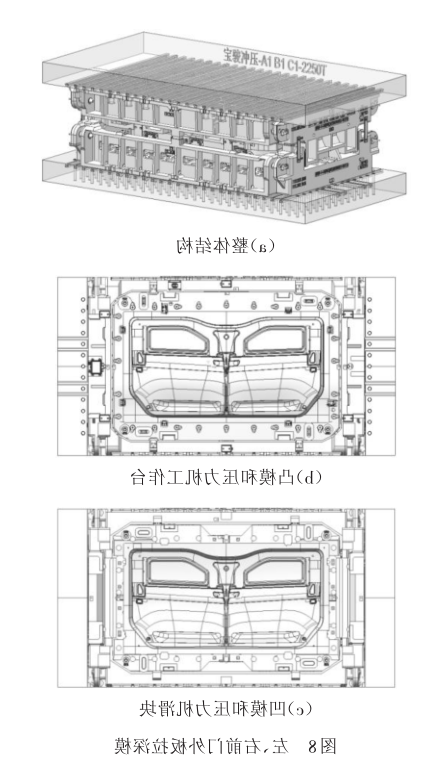
图8所示为某车型左、右前门外板拉深模结构,其采用B1标准模座设计,凸、凹模材质为QT600-3A,模座材质为HT300。
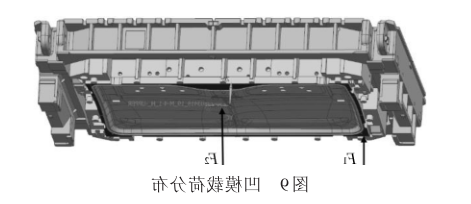
3.2 凹模强度分析
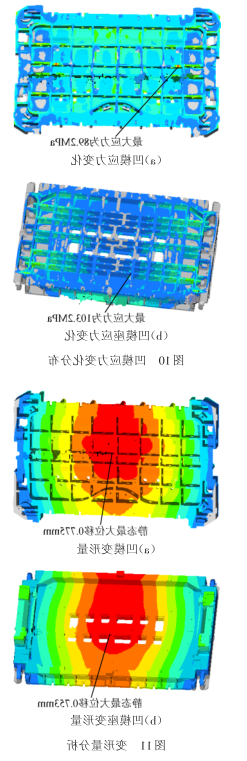
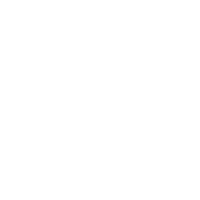
相比传统一体式的结构,上模采用分体式设计,在生产过程中凹模受力并传导到上模座上。凹模受到2个作用力,一是与压边圈接触时压边圈对其竖直向上的力F1(作用于周圈压料面)为2500kN,另一个是模具成形到底时凸模对其冲击力F2(作用于凹模型面)为11500kN,如图9所示。利用NASTRAN软件分析,如图10所示,凹模受到的最大应力89.2MPa,凹模座受到的最大应力103.2MPa,凹模和上模座最大应力均小于材料屈服强度(QT600-3A屈服强度≥370MPa;HT300屈服强度范围为195~260MPa),强度满足要求。凹模最大变形量为0.775mm,凹模座最大变形量为0.753mm,变形量均小于1.0mm,如图11所示,经过评估满足使用要求。
来源:模具工业
附件:
热点资讯
●
{{suni.intitle}}
猜你喜欢
●
{{likei.intitle}}
在线咨询
咨询电话:0755-83458818
服务通道
回到顶端
×
Close
你使用的浏览器版本过低
为保障您的体验,建议您立即升级浏览器!
微软已停止对IE6~8 的安全更新,老版本的浏览器可能存在安全风险。
Google Chrome
下载更新
火狐浏览器
下载更新
360浏览器
下载更新
十大博彩公司
中欧体育
美高梅
凤凰彩票平台
线上博彩平台
威廉希尔
卫辉365网
应届毕业生拓展训练
博彩app
皇冠365
世界博彩公司排名
娱乐城平台
bet365手机版
365betapp
威尼斯人下载
首都医科大学附属北京儿童医院
博彩公司排名
赌博平台大全
足球竞猜平台
新葡京博彩官网
百色网
腾讯应用中心
中国保修网
家庭医生在线眼科频道
新东方教育科技集团
汇美舍官方网上商城
ABC讲座网
大利科技
中亚股份
玉溪师范学院
石家庄论坛
站点地图
中舟环保